







Tek Pres Tablet Makinesi
2.stan. Basınç (ton): 3-15
3.Max Tablet Basıncı (KN): 40-150
4.Max tablet çapı (mm): 12-50
5.Max. Tablet kalınlığı (mm): 3-20
6. Kapasite (PC\/H): 1-4400
7. Motor Güç: 5.5 kW'a kadar
8.Machine ağırlığı (kg): 20-300
Açıklama
Teknik parametreler
BekarTablet Makinesi'ne basınGranüler hammaddeleri tabletlere bastırmak için kullanılan bir cihazdır. Farmasötikler, kimyasallar ve gıdalar gibi endüstrilerde yaygın olarak kullanılır ve tablet üretmek için önemli ekipmanlardan biridir. Tek tablet pres, tablet presleme işlemi sırasında son derece yüksek iş verimliliği ve doğruluğu sağlar. Her bir tabletin, yüksekliğe kadar, yüksekliğin yüksek olduğunu, yüksekliğin yüksek olduğunu sağlayabilir. Ürün. Ortak ve hassas presleme işlemi aynı zamanda üretim süresini azaltır ve üretim verimliliğini artırır.Single tablet pres, batı ilaçları, parçacıklar veya toplar gibi farklı özelliklere ve parçacık boyutlarına sahip malzemeleri işleyebilir. Farklı müşterilerin ihtiyaçlarını karşılamak için farklı şekil ve boyutlarda tabletler.

Ürün Giriş
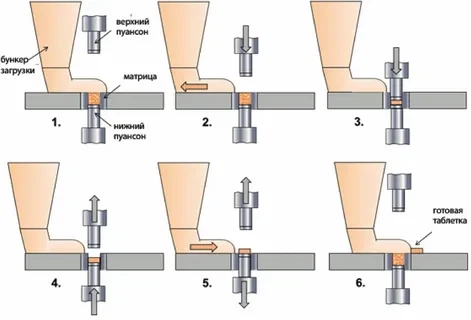
Tasarım İlkesi: A'nın Tasarım İlkesiBekarTablet Makinesi'ne basınGranüler hammaddeleri basınç ve sürtünmenin etkilerini kullanarak tabletlere sıkıştırır. Çalışma işlemi sırasında, hammaddeler tablet odasına besleme girişinden girer ve daha sonra tablet oluşturmak için sıkıştırma tekerleği tarafından sıkılır.

Tek Pres Tablet Makine Make Sıkıştırılmış Çerezler
 |
 |
 |
Hammadde hazırlığı
Sıkıştırılmış bisküvilerin ana bileşenleri arasında buğday unu, şeker, gres, gıda katkı maddeleri (mayalanma ajanları, emülgatörler, vb.) Ve su veya diğer sıvı malzemeler bulunur.
Bu bileşenlerin belirli bir formül oranına göre tam olarak tartılması ve eşit olarak harmanlanması gerekir.
Hammadde kalıplama
Karışık malzemeyi tek sayfalık presin besleme sistemine besleyin.
Tek bir tabakanın sıkıştırma silindiri, basınç ve hızı ayarlayarak hammaddeyi yuvarlak, kare vb. Gibi istenen şekle eşit olarak sıkar.
Bu işlemde, bisküvinin kalınlığı ve sertliği, sıkıştırma silindirinin basıncını ve hızını ayarlayarak kontrol edilebilir.
Kesme ve Oluşturma
Malzemeler şekle sıkıştırıldıktan sonra, tek bir tabaka tek tek çerezin boyutunu ve şeklini oluşturmak için kesiciden kesin olarak kesilir.
Kesilen bisküvi doğrudan fırına veya sonraki işleme ekipmanlarına gidebilir.
Pişirme ve soğutma
Kesik kurabiyelerin nemi gidermek ve iyileştirmek için pişirme için fırına gönderilmesi gerekir.
Pişirdikten sonra, çerezlerin sonraki ambalaj ve depolama için bir soğutma cihazında soğutulması gerekir.
Tek Pres Tablet Makine Katalizör Yapımı
Kuru, temiz ve düzgün olduğundan emin olmak için doğru katalizör malzeme tozunu seçin.
Katalizör formülüne göre, her türlü hammadde tozu belirli bir orana göre eşit olarak karıştırılır.
Karışık katalizör hammadde tozunu tek sayfalık presin besleme portuna besleyin.
Katalizör tabletlerinin şekli, boyutu ve sertliği, tablet presinin basıncını, hızını ve süresini ayarlayarak kontrol edilebilir.
Tek tabakalı pres, hammadde tozunu katı şekil katalizör tabletine bastırmak için yüksek basınç kullanır.
Pres tamamlandıktan sonra, katalizör tabletini tablet presinden çıkarın.
Katalizör performansını ve stabilitesini iyileştirmek için gerektiğinde kurutma, sinterleme veya daha sonraki tedavi.
Tek Pres Tablet Makine Make Güvelleri
 |
 |
 |
 |
Hammadde hazırlığı
Kafur: Kafur ahşabının çıkarılmasıyla elde edilebilen kafur toplarının ana bileşeni.
Yardımcı Hammaddeler: Parafin Balmumu, güveç toplarının sertliğini ve stabilitesini iyileştirmek için kullanılır ve pigmentler, güvercinlere belirli bir renk vermek için kullanılır.
Hammadde karıştırma ve ısıtma
Karıştırma: Kafur, parafin ve pigment gibi hammaddeler belirli bir orana göre eşit olarak karıştırılır.
Isıtma: Karışık hammaddeleri 70 ~ 80 santigrat dereceye ısıtın, böylece tamamen çözülür ve eşit olarak karıştırılır.
Presleme Kalıp
Kalıp Hazırlama: Güverlerin şekli ve boyut gereksinimlerine göre uygun kalıbı seçin.
Kalıbı doldurun: Çözünmüş kafure karışımını bile doldurmayı sağlamak için kalıbın içine dökün.
Presleme: Kafur karışımını kalıpta basmak için tek bir tablet pres kullanın. Tek bir tablet pres, katı şekilli bir güve yapmak için kafonu yüksek basınçta hidrolik basınçla karıştırır.
Soğutma: Presleme tamamlandıktan sonra, güvercinleri kalıptan çıkarın ve soğutmak ve katılaştırmak için havalandırılmış bir yere yerleştirin.
Takip tedavisi
Kesme ve şekillendirme: Soğutulmuş güveler, şekillerinin ve boyutlarının standartları karşıladığından emin olmak için kesilmesi ve şekillendirilmesi gerekebilir.
Ambalaj ve Depolama: Kesme ve şekilli güveler, genellikle alüminyum folyo torbalar veya plastik şişeler ve diğer ambalaj malzemeleri kullanılarak, güveç toplarının bozulmasını ve dalgalanmasını önlemek için iyi bir sızdırmazlık ile paketlenir.
Ortak hatalar ve çözümler
Açıldıktan sonra açılmaması veya anormal kapatma
Nedeni
Yağlama koruması, basınç aşırı yük koruması, kapı ve pencere güvenlik koruması vb. Gibi koruma cihazları düzgün çalışmaz.
Ana motor veya yem motoru aşırı yükü.
Elektrik devresi hatalıdır.
Çözüm
Koruyucu cihazların iyi durumda olup olmadığını kontrol edin ve normal çalışma durumda olduklarından emin olun.
Motoru aşırı yük olup olmadığını kontrol edin ve yükü ayarlayın veya gerekirse motoru değiştirin.
Elektrik arızası çıkarılamazsa, muayene ve bakım için profesyonel elektrik personeline başvurun.
Cihaz titriyor veya anormal sesler çıkarıyor
Nedeni
Senkronizasyon kayışının gerginliği uygun değildir.
Motor, mekanik iletim kısmı ile faz rezonansındadır.
Uzun süreli kullanım, iletim kısmında ve gevşek parçalarda büyük boşluklara yol açar.
Daha granüler toz ve yapışkan, tıkanma ile sonuçlanır.
Şaft, yağ veya aşınma eksikliği.
Çözüm
Senkronizasyon kayışının sıkılığını orta olacak şekilde ayarlayın.
Titreşim bölümü hızının kullanımından kaçının veya motor ve şanzıman parçasının kurulum konumunu ayarlayın.
Şanzıman parçasının boşluğunu ayarlayın ve parçaları sıkın.
Tıkanmayı önlemek için parçacıkların viskozitesini ve boyutunu ayarlayın.
Mil ve yatak yağlamasını düzenli olarak kontrol edin ve aşınmış parçaları zamanında değiştirin.
Ağırlık kararsız veya patlamadan çıkmış
Nedeni
Downstroke uzunluğunda değişir.
Parçacık sertliği, eşit olmayan boyut, yabancı madde, zayıf akışkanlık, yüksek nem.
Paket rayı kötü giyilir.
Zorla besleme hızı, pikap hızına uymaz.
Şiddetli fiş yıkama veya tutarsız sönüm sıkışı.
Çözüm
Değişen uzunluklarda aşağı inişleri onarın veya değiştirin.
Parçacıkların sertliğinin, boyutunun ve neminin gereksinimleri karşıladığından emin olmak için yeniden satış yapma.
Kötü yıpranmış dolgu raylarını değiştirin.
Zorla besleme hızı ile pikapın hızı arasındaki eşleşen ilişkiyi ayarlayın.
Kalıbı temizleyin, deliği yumruklayın, sönümleme gerginliğini tutarlı ayarlayın.
Tablet segmentleri veya katmanlar
Nedeni
Daha granüler toz, daha az yapışkan kuvvet.
Çok fazla baskı.
Çözüm
Tozu azaltın, yapıştırıcıyı artırın, partiküllerin yapışmasını iyileştirin.
Tablet presleme sırasında tablette aşırı basıncı önlemek için basıncı azaltın.
Sopa veya enkaz
Nedeni
Büyük partikül viskozitesi ve daha az salınım maddesi.
Parçacık nemi yüksektir veya ortam nemi yüksektir ve sıcaklık yüksektir.
Pikap gevşek veya yumruk ciddi şekilde giyilir.
Sac yüzey hasarı, düşük kaplama.
Çözüm
Serbest bırakma aracısı ekleyin veya üretimden önce kalıba bir kat salma aracısı uygulayın.
İç mekan nemini ve sıcaklığı azaltmak için parçacık nemini ayarlayın.
Pikapı sıkın ve yıpranmış yumrukları onarın veya değiştirin.
Tabletin bitişini iyileştirmek için kalıbı değiştirin veya tabletin şeklini kesin.
Diğer hatalar-Jacking başarısızlığı durumunda
Neden: Orta ölüme yumruk attıktan sonra "üst ölü", makine çalışmayı durdurur. Basınç çok büyük olabilir, tablet çok güçlü, tekrarlanan besleme, eksantrik kabuk ve ana şaft deliği yağ veya ciddi aşınma eksikliği, kayış çok gevşek, başlangıç pozisyonu uygun veya el yeterli değildir.
Çözüm: Basıncı kademeli olarak ayarlamak için ayarlayın Bir seferde çok fazla ayarlanamaz, sert haplardan kaçınmak için; tekrarlanan beslemeden kaçınmak; ciddi şekilde aşınmış veya "ısırılmışsa", derhal sökülmüş ve onarılmışsa, kemer gerginliğini ayarlamak; kemer gerginliğini ayarlayın; başında veya üst yumruk en düşük noktadan geçtiğinde el pres daha güçlü olmalıdır.
Temizlik ve Bakım
Tek bir tablet presinin temizlenmesi ve bakımı, ekipmanın normal çalışmasını sağlamak, servis ömrünü uzatmak ve tablet presleme kalitesini garanti etmek için önemli bir bağlantıdır. Aşağıda, tek tablet preslerinin temizlenmesi ve bakımı için ayrıntılı bir giriş:
Günlük temizlik
Makineyi durdurun ve gücü kesin
Herhangi bir temizlik işlemi yapmadan önce, gücü kapattığınızdan emin olun ve operatörlerin güvenliğini garanti etmek için ekipmanın bir elektrik kesintisi durumunda olduğundan emin olun.
Artık malzemeleri çıkarın
Hopper ve Besleyici: Malzemenin keklikten veya bozulmasını önlemek için haznede ve besleyicideki artık tozu çıkarmak için yumuşak bir fırça veya elektrikli süpürge kullanın.
Orta kalıp deliği ve yumruk: Orta kalıp deliğinin yüzeyindeki kalıntı tozu ve çapraz kontaminasyonu önlemek için üst ve alt zımbaları temizlemek için özel aletler (kazıyıcılar, yumuşak fırçalar gibi) kullanın.
Tablet deşarj alanı: Tablet deşarj bağlantı noktasını ve tablet toplama cihazını inceleyin ve engellenen tabletleri veya parçaları temizleyin.
Gövdeyi silmek
Toz ve lekeleri çıkarmak için makine gövdesinin yüzeyini temiz, hafif nemli bir yumuşak bezle silin.
Ekipmanın yüzey kaplamasına zarar vermek için aşındırıcı veya aşındırıcı süpürgeler kullanmaktan kaçının.
Düzenli derin temizlik
Çıkarılabilir bileşenleri söker
Ekipman kılavuzuna göre, yıkanabilir bileşenleri (hopper, orta kalıp, yumruk vb.) Düzenli olarak söker.
Sökülürken, kurulum hatalarını önlemek için bileşenlerin konumlarını işaretlemeye dikkat edin.
Temizlik ve dezenfeksiyon
Temizlik: Sökülen bileşenleri ılık suda ıslatın ve inatçı lekeleri çıkarmak için nötr bir temizleyici ve yumuşak bir fırça ile temizleyin.
Dezenfeksiyon: Farmasötik veya gıda endüstrisinde kullanılan ekipman için, temizlikten sonra dezenfeksiyon tedavisi gerekir (% 75 alkolle silmek veya standartları karşılayan dezenfektanlar kullanılarak).
Durulma ve kurutma: Daha temiz kalmamasını sağlamak için bileşenleri temiz suyla iyice durulayın, daha sonra temiz bir bezle kurutun veya doğal olarak havada kurumaya bırakın.
Yağlama parçalarını temizleyin
Eski yağı ve kiri yağlama parçalarından çıkarın (yataklar, kılavuz raylar, dişliler, vb.).
Ekipmanın düzgün çalışmasını sağlamak için uygun miktarda yeni yağlama yağı veya gres uygulayın.
Anahtar bileşenlerin bakımı
Yumruk ve orta ölmek
Yumruk ve orta ölüme düzenli olarak denetleyin. Herhangi bir aşınma veya hasar varsa, bunları zamanında değiştirin.
Kurulurken, ofsetten kaçınmak için yumrukun orta kalıp deliği ile hizalandığından emin olun, bu da tabletin presleme kalitesinde bir düşüşe yol açabilir.
Şanzıman sistemi
Kemerlerin ve zincirlerin gerginliğini kontrol edin ve gerekirse ayarlayın veya değiştirin.
Şanzıman bileşenlerini (dişliler, solucan tekerlekleri ve solucan dişlileri gibi) temizleyin ve gres uygulayın.
Elektrik sistemi
Elektrik bağlantılarının gevşek olup olmadığını ve kabloların hasar görüp hasar görüp görmediğini düzenli olarak kontrol edin.
Kısa devreleri veya zayıf teması önlemek için elektrik kontrol kutusunun içindeki tozu temizleyin.
Önlemler
Temizlik yaparken, kalıpların veya ekipman yüzeyini çizmekten kaçınmak için metal kazıyıcılar veya keskin aletler kullanmayın.
Temizleme işlemi sırasında, kısa devreleri veya hasarı önlemek için elektrik kontrol kutusuna, motor ve diğer parçalara sıçrayan su veya temizlik maddelerinden kaçının.
Ekipman durumunun izlenmesini kolaylaştırmak için ekipman bakım kayıtları oluşturun, zaman, içeriği ve yerini temizleme ve bakım parçalarını vb.
Ekipman kılavuzuna göre kesinlikle temizleyin ve bakımını yapın. Herhangi bir sorunuz varsa, ekipman tedarikçisine veya profesyonel teknisyenlere zamanında iletişime geçin.
Bakım döngüsü önerileri
Günlük temizlik: Her kullanımdan sonra gerçekleştirilir.
Haftalık Bakım: Yağlama parçalarını temizleyin ve iletim sistemini inceleyin.
Aylık Bakım: Derin temizlik için yıkanabilir parçaları sökün ve anahtar bileşenlerin aşınmasını kontrol edin.
Yıllık Bakım: Ekipmanın kapsamlı bir incelemesini yapın, savunmasız parçaları değiştirin ve profesyonel bakım gerçekleştirin.
Popüler Etiketler: Tek Basın Tablet Makinesi, Çin Tek Basın Tablet Makinesi Üreticileri, Tedarikçiler, Fabrika
Bir çift
Tek İstasyonlu Tablet PresleriSonraki
Çok İstasyonlu Döner PresSoruşturma göndermek





